
У металургійному виробництві більшість вантажів, що транспортуються, можна віднести до небезпечних (розплавлений метал, розжарені злитки, рідкий шлак та ін.), тому вживають заходи для вивільнення людини від безпосереднього контакту з ними. По можливості ручне стропування вантажів виключають там, де можна використати автоматичні захоплювачи. Практично стропування небезпечних вантажів зводиться до навішування вантажозахоплювального пристрою на гак крана і під'єднування необхідних для роботи комунікацій.
Іншою особливістю металургійного виробництва є те, що основні робочі (сталевар, його підручні та ін.) постійно пов'язані з операціями стропування. В процесі всієї зміни вони приймають різного роду матеріали і випускають в ковші розплавлений метал. У всій системі експлуатації підйомно-транспортного устаткування сталевари і його підручні постійно мають справу з вантажозахоплювальними пристосуваннями, що навішуються на кран, сталевими канатами і ланцюгами, а також з різного роду стропальним приладдям. Те ж можна сказати і про персонал прокатних, доменних і інших цехів.
Як вантажозахоплювальні пристосування в мартенівських цехах використовують гаки суцільноковані (малі підйоми кранів) або пластинчасті, штамповані, піддані термічній обробці (головні підйоми кранів). Поверхня гака повинна бути гладкою, без тріщин. Гаки для підйому і перевезення ковшів з розплавленим металом повинні мати 12-кратний запас міцності.
Гаки вантажопідіймальністю понад 3 встановлюються на закритих опорах кочення із застосуванням упорних підшипників, за винятком гаків для розливних і заливальних кранів. Підвіску гака виконують так, щоб він міг вільно встановлюватися і обертатися при роботі відповідно до положення вантажу.
У кованих або штампованих гаках, розрахованих на велику вантажопідйомність, дуже важко виявити приховані огріхи, тому гаки для підйому ковшів з рідким металом виготовляють шляхом з'єднання заклепками ряду пластин з листового металу. При такій конструкції усувається можливість поломки всього гака, а поломку однієї з двох пластин легко і швидко виявляють і виправляють. Всі гаки мають зів, достатній за розміром для розміщення в нім канатів і ланцюгів, за допомогою яких підвішують вантаж. Стрижень кованого гака у верхній частині має трикутну нарізку, на цю нарізку нагвинчують гайку. Кріплення кованого та штампованого гака вантажопідіймальністю 5 т і більше, а також вилки пластинчастого гака в траверсі має унеможливлювати довільне відкручування гайки, для чого вона закріплюється стопорною планкою. Допускаються інші способи стопоріння гайки, якщо це передбачено технічними умовами на виготовлення вантажопідіймального крана чи машини. Стопоріння гайки за допомогою шплінтів або стопорних болтів не дозволяється незалежно від вантажопідіймальності.
На вантажних кованих, штампованих і пластинчастих гаках мають бути нанесені позначення відповідно до вимог НД. На всіх гаках ставлять клеймо заводу-виробника з вказівкою вантажопідйомності.
Для транспортування мостовим краном сипких вантажів (коксу, вугілля, вапна, вапняку, піску, глини) застосовують грейфери. Конструкція грейфера повинна виключати мимовільне розкриття щелеп.
Для перенесення металу застосовують електромагніти з механічними підхоплювачами. Підйомна сила електромагнітів при переміщенні метала, нагрітого до 300 °С, залишається майже без зміни і ослабляється лише при 600—700°С. При роботі з гарячим металом електромагніт сам нагрівається і його підйомна сила швидко зменшується, унаслідок чого вантаж, піднятий краном, може зірватися; тому повинні дотримуватися перерви в роботі для охолодження електромагніту. Основний недолік електромагніту полягає в тому, що за відсутності струму в мережі, короткому замиканні або пошкодженні проводів зникає його підйомна сила. Тому на шляху руху електромагніту не повинні знаходитися люди і розміщуватися устаткування. Для забезпечення надійності в роботі електромагніт виготовляють з подвійною проводкою, щоб випадковий обрив однієї з ліній не призвів до падіння вантажу.
На складах готової продукції для укладання металу в штабелі, особливо завдовжки більше 4 м, застосовують тільки чотирикутні магніти, обладнані пратценами, тобто механічними захоплювачами. Механізмами захоплення вантажу (кліщами) оснащені спеціальні крани, обслуговуючі нагрівальні колодязі прокатних станів. При роботі з кліщами цих кранів особливу увагу звертають на болтове з'єднання, оскільки у разі відкручування гайки можливі випадки падіння вантажу в зоні, де проводять роботи; злам рицини у момент підйому вантажу також є небезпечним для підкранового робочого.
У чорній металургії застосовують велику кількість різноманітних пристосувань для стропування (мал. 4.3.10.1). Стропи, що знаходяться в експлуатації, забезпечують бирками з вказівкою номера, дати випробування і допустимого навантаження. Всі стропальні пристосування періодично, але не рідше чим через кожні 10 днів, оглядаються працівником, на якого покладено їх обслуговування; через кожні шість місяців їх випробовують навантаженням, що удвічі перевищує номінальну.
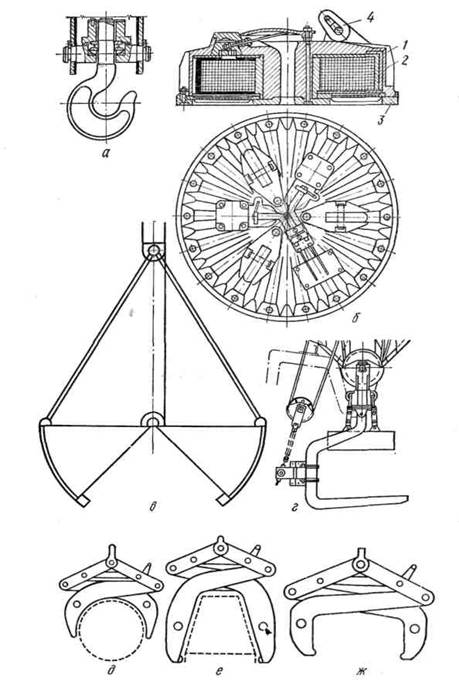
Мал. 4.3.10.1 - Типи вантажозахоплювальних пристосувань:
а — гак; б — електромагнітна шайба; в — грейфер; г — підхоплювачі;
е, ж — кліщові захоплювачі відповідно для валів, злитків, рулонів; 1 — корпус;
2 — електромагніт; 3 — основа; 4 — сережка
У чорній металургії для підвішування вантажу застосовують звичайні зварні ланцюги, що не калібруються, з кільцями і гаками. Застосування ланцюгів з довгими ланками більше 3 % від первинного розміру заборонено. Коефіцієнт запасу міцності зварних стропальных ланцюгів, що мають на кінцях яке-небудь захватне пристосування, приймають рівним більше 5. В разі зменшення діаметра перерізу ланки ланцюга внаслідок спрацювання більше 10 % ланцюговий строп підлягає бракуванню. Після вставки нових ланок ланцюг, якщо він не призначений для перевезення ковшів, випробовують під навантаженням, що в 1,25 рази перевищує номінальну вантажопідйомність; випробування ланцюгових стропів проводять протягом 10 хвилин. Ланцюгові стропи застосовуються рідше канатних, оскільки вони важчі і більш трудомісткі у виготовленні, проте ланцюгові стропи часто застосовують при транспортуванні гарячих, розжарених матеріалів.
Для транспортування шлакових чаш в сталеплавильному виробництві застосовують траверси. Траверси також застосовують для транспортування проміжних ковшів, роздвоєних жолобів. Використання спеціальних траверс забезпечує безпечне транспортування розігрітого устаткування.
Розробка і застосування різних пристосувань для стропування переслідує мету надійного, швидкого захоплення різних вантажів і виключення випадків зриву їх під час транспортування. Практично всі переміщувані в металургійному виробництві вантажі обладнані захватними пристосуваннями і можуть просто стропуватися відповідними пристроями. Короби і саморозвантажувальні кюбели мають цапфи або проушини для захоплення їх стропами. Виливниці мають по дві пари цапф для їх кантування і транспортування.
Мульди для завантаження шихтових матеріалів в плавильну піч стропують найчастіше чотиривітковим стропом з гаками. Застропування проводять на платформі і далі подають в пічний проліт. Для установки мульд на балконі пічного прольоту влаштовують стелажі. При транспортуванні мульд кранами із застосуванням ланцюгових стропів з гаками ширина стелажів повинна бути не менше довжини мульд. Якщо транспортування мульд проводять кранами з механізованими захопленнями, ширину стелажів визначають умовами захоплення мульд рамами. Установку мульд на стелажах проводять без звішувань і перекосів.
Сипкі матеріали в цехах з підлоговими завалочними машинами завалень доставляють, як правило, на робочий майданчик печі в спеціальних бункерах, обладнаних захоплювальними пристроями.