До типових деталей відносять вали, барабани, деталі типа кубиків, дисків, конусів, які у цілях виробнцтва транспортуються у горизонтальному або вертикальному положеннях ,що, як правило, впливає на вибір схеми стропування.
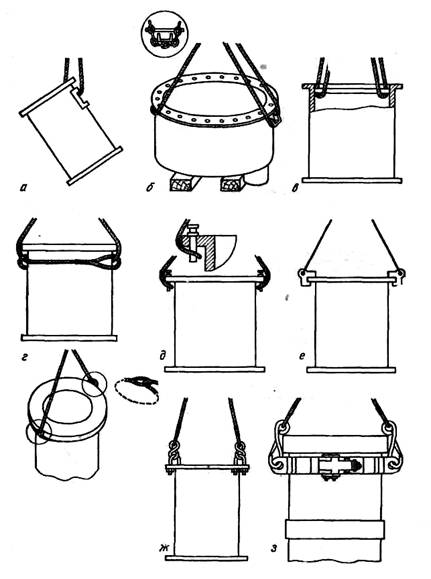
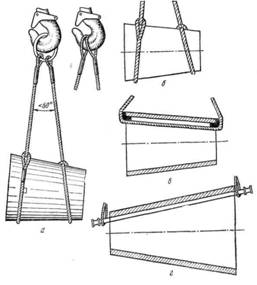
Для стропування валів при переміщенні їх у горизонтальному положенні застосовують найчастіше універсальні або полегшені стропи. Для стропування коротких валів до 1,5 м із співвідношенням довжини вала до його діаметра L/d<5 допускається обв’язака одним вузлом по центру тяжіння (мал. 4.3.4.1 а-г).

Мал. 4.3.4.1. Стропування коротких валів (до 1,5 м) із співвідношенням L/d<5: а - безкінечним (кільцевим) стропом, петлею зашморгом; б - одновітковим стропом з двома петлями, петлею зашморгом; в - одновітковим стропом з петлею і гаком; г - відрізком каната, мертвою петлею.
Мал. 4.3.4.2. Стропування коротких валів (до 1,5 м) із співвідношенням L/d>5
При співвідношенні L/d>5 слід обв'язувати двухкінцевою удавкою (мал.4.3.4.2), у разі малого кута між вітками стропа і в тому випадку, коли стропи, впираючись у виступи, не збігаються до середини, можна застосовувати простий обхват з двох кінців (мал. 4.3.4.3).
Мал. 4.3.4.3. Схема стропування вала (до 1,5 м) із співвідношенням L/d>5 простими обхватом
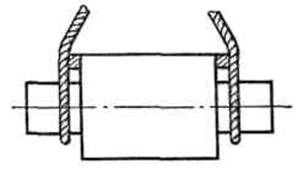
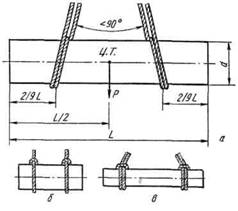
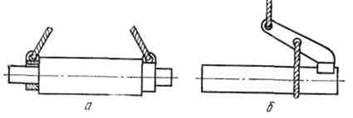
Обхват з двох кінців застосовується також для транспортування фасонних валів будь-якої довжини, виступи у яких перешкоджають збігу стропів (мал. 4.3.4.4). Вали длиною від 1,5 до 6 м для переміщення в горизонтальному положенні слід обв'язувати в двох місцях, симетрично розташованих відносно центру . Стропування довгих валів може проводитися обкручуванням (мал. 4.3.4.5, а) двома зашморгами (мал. 4.3.4.5, б) і двома подвійними зашморгами (мал. 4.3.4.5, в). Захоплення фасонних валів може проводитися за допомогою спеціальних кінцевих захоплювачів (4.3.4.6, а), для установки вала у важкодоступні місця застосовуються спеціальні пристосування (4.3.4.6, б). Таке пристосування можна вжити, якщо кінець переміщуваного вала необхідно завести, наприклад, в патрон верстата, а деталь захопити по центру не можна.
|
|
|
|
Малюнок 4.3.4.4. Схема стропування фасонного вала в обхват |
Малюнок 4.3.4.5. Стропування довгих валів у двох місцях : а – обкручуванням; б – зашморгами; в – подвійними зашморгами |
|
|
|
|
Малюнок 4.3.4.6. Стропування валів спеціальними пристосуваннями: а – хомутами; б – важільним захоплювачем |
|
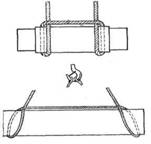
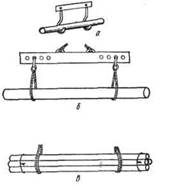
У випадках, коли переміщується довгий вал і кут між вітками стропа великий, для запобігання збігу необхідно користуватися траверсами. Траверса спрощеного типу з двома гаками показана на мал. 4.3.4.7, а, траверса для транспортування довгих валів простим обхватом показана на мал. 4.3.4.7, б.
Довгі вали (>6 м), що транспортуються по кілька штук одночасно, слід обв’язувати у двух місцях петлями та зашморгами чи обхватом з обмотуванням (мал. 4.3.4.7, в). Слід стежити, щоб деталі, які одночасно піднімають переміщують разом, були однакової довжини і їх кінці не виступали.
|
|
|
|
Мал.4.3.3.7. Сропування валів за допомогою траверси: а – гаками; б – простим обхватом; в – обхватом з обмотуванням |
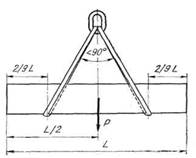
Мал.4.3.3.8. Схема стропування асиметричного по довжині вала |
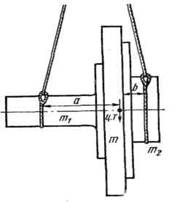
При стропуванні фасонних валів з асиметрично розташованим по довжині центром тяжіння розташовувати місця захоплення слід на відстанях від центру ваги зворотно пропорційних масі цих ділянок: т = m1 + т2; а/b = т2/ m1 (мал.4.3.4.8). Відстань між місцями захоплення повинна бути по можливості великою. Виступаюча довжина вала за місцем захоплення повинна бути не менше п'яти діаметрів каната. Якщо це здійснити не можна, то слід вживати додаткових заходів для усунення можливості зриву петлі каната. Краще застосовувати спеціальні пристосування. Заготовки валів можна переміщати кліщами, спареними на траверсі. Довгі вали, круглий прокат, що укладається в стелажі, доцільно транспортувати гаковим траверсним підхоплювачем.
Транспортування валів у вертикальному положенні більш трудомістке. Гладкі, добре оброблені вали в такому положенні переміщати тільки за допомогою спеціальних захоплювачів. Для валів з буртиками, проточками, пазами на кінцях застосовують полегшений строп (мал. 4.3.4.9).
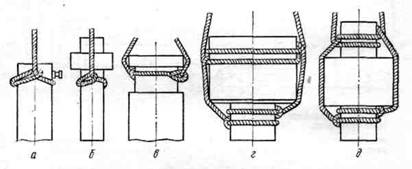
Малюнок 4.3.4.9. Стропування валів для траспортування у вертикальному положенні: а - зашморгом за штир; б - зашморгом за виступ; в - подвійний зашморгом за виступ; г і д - подвійним зашморгом з додатковою обв'язкою.
При транспортуванні валів у вертикальному положенні потрібно використовувати отвори, наявні на торцях деталей, в які можна ввернути рим (мал. 4.3.4.10, а) або закріпити скоби (мал. 4.3.4.10, б). Короткі бочкоподібні вали для транспортування в вертикальному положенні часто стропят подвійний зашморгом (мал. 4.3.4.10, г, д). При стропуванні вали слід обв'язувати по центру тяжкості, інакше вони можуть вислизнути з петлі стропа.
Малюнок 4.3.4.10. Стропування валів з допомогою найпростіших пристосувань для траспортування у вертикальному положенні: а - за рим; б - хомуток; в - технологічні скоби; г - рим зі штирем або інвентарним ломиком; д - диск в трьох місцях рівномірно по колу.
Стропування барабанів, що транспортуються в горизонтальному положенні, здійснюють простим обхватом (мал. 4.3.4.11) з кутом між вітками не більше 60 °. Довгі деталі стропують так само, але для їх транспортування застосовують траверси або два крани, вітки стропів при цьому повинні розташовуватись вертикально. Барабани довжиною 3-5 м обв'язуюють звичайним обхватом, але стропи пропускають всередину деталі, надійно зачипляючи вантаж.
У барабани, фланці яких проточуют на верстаті, часто вварюють хрестові розпірки, які можна використовувати для стропування. Барабани і втулки можна стропувати за допомогою маркірованого спеціального ломика двома або одним безкінченним стропом, пропустивши його через внутрішню частину барабана. Барабани без фланців доцільніше транспортувати захватами, які застосовують також при стропуванні листового металу. Для стропування важких барабанів, футерованих зсередини, використовують скоби, що закріплюються на фланцях барабана штирями.
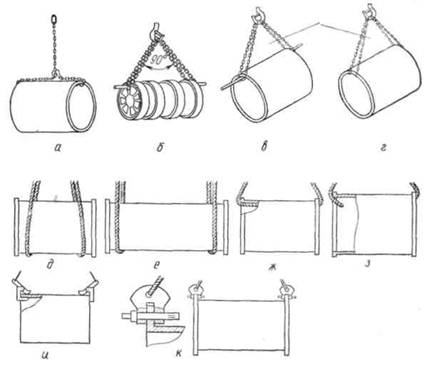
Малюнок 4.3.4.11. Стропування барабанів для траспортування у горизонтальному положенні: а - одновітковим ланцюговим стропом петлею і гаком; б - одним безкінченним стропом за інвентарний ломик; в - двома безскінченними стропами за ломик; г - безкінченним стропом, пропущеним через внутрішню частину барабана; д - простим обхватом; е - двома стропами для траспортування двома кранами; ж - одновітковим стропом простим обхватом; з - за хрестові розпірки; і - ексцентриковим захватом; к - за скоби зі штирем.
Для транспортування барабанів довжиною 5-10 м краще застосовувати траверсу з обв'язкою в обхват, щоб надійніше захопити деталь і зменшити відстань між траверсою і деталлю, підвищуючи таким чином можливу висоту підйому (мал. 4.3.4.12). Допускається стропування простим обхватом.
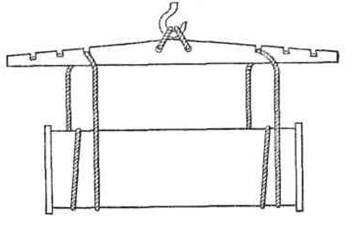
Малюнок 4.3.4.12. Стропування барабана траверсою в обхват для траспортування у горизонтальному положенні.
Стропування барабанів для транспортування їх у вертикальному положенні проводиться: обхватом за вікна, якщо вони є; за виступаючі частини, якщо вони дозволяють захопити барабан і забезпечують необхідну міцність; за хрестовину барабана (мал. 4.3.4.13, а - в) . Якщо барабани гладкі, але мають обичайки, то їх можна захопити обв'язкою подвійним зашморгом або струбцинами за обичайку (мал. 4.3.4.12, г, е). У тому випадку, якщо в обичайці є отвори, то захоплення проводиться за інвентарні штирі або за технологічні гвинтові скоби, або за допомогою хомута (мал. 4.3.4.12, д, ж, з).
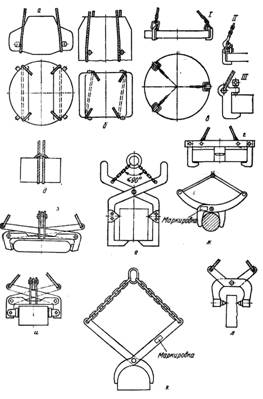
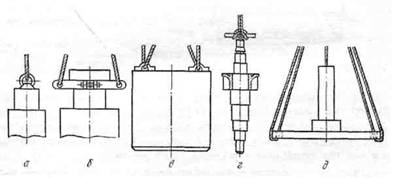
Малюнок 4.3.4.13. Схеми стропування деталей типу кубиків і дисків: а - захоплення деталі типу кубика двома стропами з приварюванням чотирьох бобишок; б - захоплення напівмуфти двома стропами з приварюванням чотирьох бобишок; в - захоплення диска за допомогою струбцин (виконання І - ІІІ) ; г - стропування диска захватом; д - захоплення зашморгом; е - стропування кубика захватом; ж, з, і - стропування диска кліщовим захватом; к - захоплення поковок масою 250-700 кг кліщами; л - захоплення плоских деталей кліщовим захоплювачем.
Стропування конусів. Для стропування і переміщення конусів, наприклад конусної дробарки, у горизонтальному положенні застосовують полегшені стропи з охопленням вантажу петлею зашморгом у двох точках. Щоб конус не висклизнув, нижню лінію контуру конуса необхідно розташувати горизонтально, що досягається регулюванням або підбором довжини стропів. Вітку стропа на широкій частині конуса слід кріпити від можливого сбігу петлі по діаметру, що зменшується, (мал. 4.3.4.14, а) приварюванням уступів та іншими можливими засобами. Довгі конусні деталі обв'язуються петлею зашморгом в двох точках (мал.4.3.4.14, 6) із застосуванням спеціальних броньованих стропів. Конусні корпуси і деталі, що мають отвір, захоплюють одновітковий стропом простим обхватом за отвір корпусу із застосуванням прокладок (мал.4.3.4.14, в) або за схемою (мал.4.3.4.14, г).
Мал. 4.3.4.14. Стропування деталей типу конуса для траспортування у горизонтальному положенні: а, б - захоплення полегшеними канатними стропами з обхватом в двох місцях петлею зашморгом за вікно; в - обв'язка конуса з внутрішнім отвором обхватом через отвір.
Для транспортування конусів віссю, розташованою вертикально, застосовують обв'язку подвійним зашморгом (мал. 4.3.4.15, а) двовітковим стропом або двома одновітковими стропами. Конусні деталі, у яких для захоплення передбачені отвори, стропують з використанням штирів або гаків (мал. 4.3.4.15, б, в). Конусні кожухи і корпусні деталі мають вушка, за які захоплюють багатовітковими стропами з гаками (мал. 4.3.4.15, г). Конусні деталі кожухом вниз стропують на струбцини або штирі (мал. 4.3.4.15, д, ж). Конуси з центральним отвором захоплюють сережкою (мал. 4.3.4.15, е, з). Конічні шестерні зі складним профілем можна захоплювати на гаки спеціального профілю (мал. 4.3.4.15, і).
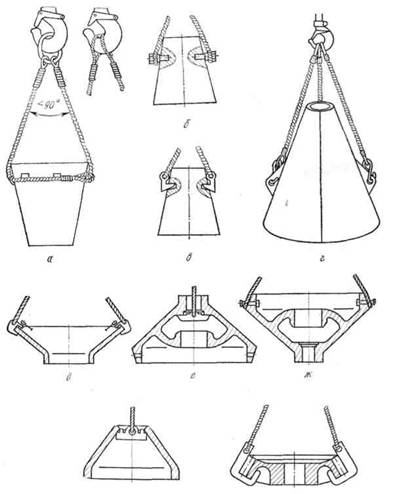
Мал. 4.3.4.15. Стропування деталей типу конуса для траспортування у вертикальному положенні: а – захоплення конуса подвійним зашморгом; б - захоплення за штирі; в - захоплення гаками за отвори; г - захоплення деталі багатовіткових стропом гаками за технологічні вушка; д - захоплення струбцинами; е - захоплення сережкою; ж –захоплення за штирі; ж - захоплення сережкою за внутрішню поверхню корпусу, і - захоплення конічної шестерні крюками.
У більшості випадків конусні деталі стропують полегшеними стропами з обов'язковим використанням типових захоплювальних пристосувань.