
Утворення петлі. Петлі стропа виконують кількома способами:запліткою, кріпленням затисками, втулками. Кріплення запліткою - найбільш поширений спосіб. На мал. 3.6.2.1 показана послідовність сплетення сталевих канатів і виготовлення петлі запліткою.
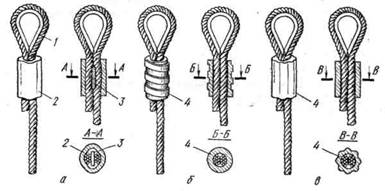
Мал. 3.6.2.1 - Послідовність сплетення сталевих канатів і виготовлення петель:
а - сплетений канат; б - канат, підготовлений до сплетення; в - з'єднання двох кінців каната; г - пробивка першої сталки; д - розпуск кінця каната на сталці; е - утворення петлі і пробивка перших трьох сталок; ж - пробивка IV сталки; з - вторинна пробивка всіх ходових сталок; и - подальша пробивка сталок; к - останні додатково пробиті сталки; л - петля з опресованою гільзою; 1 ...4- перев'язки; I.. VI - номери ходових сталок
Сплітають канати (мал. 3.6.2.1 а) в такій послідовності. На відстані 500...700 мм від кінців обох канатів (мал.3.6.2.1 б), що з’єднуються, накладають перев'язки 1 (марки), тобто обмотують канат м'яким дротом, а потім кінець каната розпускають на сталки. Кінці кожної сталки для запобігання розпуску сталок, дротиків також обмотують м'яким дротом. Органічне осердя на всю довжину розпущеного каната вирізують. Сполучувані канати з’єднують так, щоб сталки розташовувалися в шаховому порядку, аж до перев'язок (мал.3.6.2.1 в). Для цього сталки лівого каната прив'язують двома перев'язками 3 до правого каната і накладають додаткові перев'язки 4, розташовані один від одного на відстані, що дорінює 40d каната, і які перешкоджають розпуску каната. Потім перев'язку 1 з лівого каната знімають, будь-яку з вільних перев'язок накладають на суміжну зустрічну сталку і за допомогою свайки пробивають (пропускають) її під наступні дві сталки (мал.3.6.2.1 г).
Пробиту сталку обтягують і молотком оббивають дві сталки, під які пробита ходова сталка. Ходовими сталками називають сталки розплетеного кінця каната, якими пробивають другий канат.
Потім також пробивають наступне вільну ходову сталку під наступні дві сталки. Аналогічно пробивають всі останні сталки і ще раз ті ж сталки, а потім знімають перев'язку 1 правого каната, перев'язки 3 і двічі пробивають сталки лівого каната. Потім по черзі повторно виконують по дві пробивки всіх сталок з кожного боку стику. У такому ж порядку сплітають канат на всю довжину стику до перев'язок 4. Сплетення закінчується пробивкою ще по одному разу половини ходових сталок з кожного боку через одну сталку (одну сталку пробивають, другу залишають, наступну знову пробивають і так далі). Залежно від довжини стику число пробивок може складати 5,5; 6,5- і так далі.
Канати в петлі сплітають таким чином. На відстані 500...700 мм від кінця каната накладають перев'язку, і канат розпускають на сталки (мал.3.6.2.1 д). Кінці сталок, так само як і при сплетенні прямих канатів, обв'язують м'яким дротом. Органічне осердя по всій довжині розпущеного кінця вирізують. Кінець розпущеного каната загинають в петлю, прив'язують місце перев'язки до корінного каната. Першу проводку сталки виконують в положенні, коли петля звернена до працівнка своєю зігнутою частиною, а ходові сталки розташовані справа. Першу ходову сталку пропускають в канат справа наліво (проти спуску каната). Спуском каната називається напрям петлі, що заплітається, до корінної частини каната. Першу сталку для пробивки вибирають так, щоб після зняття перев'язки не відбувалося закручування або розкручування каната.
Ходову сталку I (мал.3.6.2.1 в) пробивають під одну корінну, II - під дві, III - під три сталки. Всі три сталки пробивають в одному і тому ж місці. Ходову сталку IV пробивають через те ж місце, що і перші три, але у зворотному напрямі, під два корінні сталки (мал.3.6.2.1 ж). Ходову сталку V пробивають під ту ж сталку у зворотному напрямі. Ходову сталку VI пробивають так само, як I, але у зворотному напрямі, накриваючи цю сталку. Другий раз кожну ходову сталку пробивають через одну суміжну під дві наступні корінні сталки (мал.3.6.2.1 з). Подальші пробивки виконують аналогічно II (мал.3.6.2.1 и). Останню пробивку роблять половинним числом сталок (мал.3.6.2.1к). Пробиті сталки обрубують близько самого каната і все сплетення щільно обмотують м'яким обпаленим дротом.
Залежність числа пробивок каната кожною сталкою при заплатці від його діаметру
Діаметр каната, мм до 15 15...28 28...60
Число пробивок, не менше 4 5 6
Втулкове з'єднання (мал.3.6.2.2) є опресованою алюмінієвою втулкою на гілках канатів, які міцно зчіплюються між собою і металом втулки, утворюючи в перетині однорідне тіло.
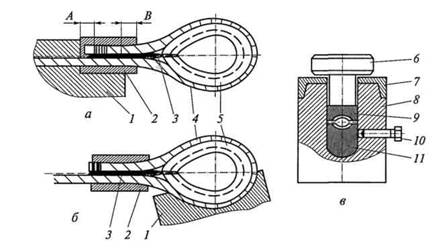
Мал. 3.6.2.2 - Втулкове кріплення канатів при утворенні петлі:
а - утворення петлі обтиском з клином- вкладишем (гільзоклинове з'єднання); б - утворення петлі обтиском машиною по колу без клину-вкладиша; в - утворення петлі протягуванням на машині без клину-вкладиша; 1- коуш; 2 - втулка; 3 - клин-вкладиш: 4 - обтискова втулка без вкладиша.
Технологія такого з'єднання наступна: овальну алюмінієву втулку надівають на гілку каната, утворюючи петлю довкола коуша так, щоб кінець хвостової частини каната виходив з втулки після опресовування не менше чим на 2 мм. Зібрану заготівку з'єднання вміщують в матрицю і здавлюють пуансоном до утворення круглого перетину втулки. Існує два методи опресовування алюмінієвої втулки: у відкритій і закритій матриці.
Гільзоклинове з'єднання ( мал. 3.6.2.3) призначене для закладення кінців сталевих канатів в стропах з утворенням петлі під коуш. З'єднання застосовують для канатів діаметром 3...22 мм. Гільзи3 виготовляють з маловуглецевих сталей, що відпалюють при температурі 900 0С з подальшим обтисканням для додання їм овальної форми.
Мал. 3.6.2.3 - Послідовність закладення кінця сталевого каната в гільзоклинове з'єднання:
а - примірювальне закладення; б - остаточне закладення; в - штамп для обтискання втулки; 1 - лещата; 2 - гільза; 3 - вкладиш; 4 - канат; 5 - коуш; 6 - штовхальник; 7- кришки; 8 - корпус; 9 - пуансон; 10 - болт; 11 – матриця.
Кінець каната 4 (мал. 3.6.2.3 а) закладають в такій послідовності. Спочатку кінець каната, що входить в гільзу, очищають бензином, бензолом або киплячою водою протягом 30 хв. Потім його пропускають через овальну гільзу, затиснуту в лещата 7, обертають довкола коуша і знову вставляють в гільзу 2. Гільзу зміщують до петлі так, щоб короткий кінець каната виходив за межі гільзи на 2... 3 мм (мал. 3.6.3.4 б). Звільняють коуш 5, збиваючи гільзи з обох гілок каната. Короткий кінець каната не повинен виходити з гільзи більш ніж на 1/3 її довжини (розмір А).
Після зняття коуша вставляють вкладиш 3, який пробійником забивають в гільзу на 1/3 її довжини (розмір В). Потім встановлюють коуші так, щоб короткий кінець каната виходив з гільзи на 2... 3 мм. Після підготовки з'єднання встановлюють в штамп (мал. 3.6.2.4 в) і роблять двостороннє обтискання із заданим зусиллям. Штамп складається з штовхальника 6, який може переміщатися вгору і вниз усередині корпусу.
Кріплення кінців каната на петлі затисками застосовують рідше: при виготовленні стропів тимчасових, працюючих без обв'язувань, не призначених до протягування через отвори, з маленькою відстанню між петлями (якщо неможливо виконати заплітку), при кріпленністропів до траверси, а також вантажних канатів у вантажопідйомних механізмах.
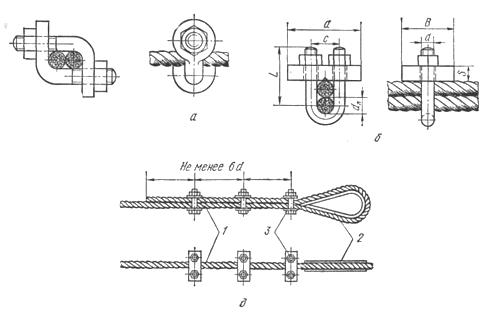
Мал. 3.6.2.4. - Затиск:
а - Г-подібний; б - U-подібний з планкою; д - петля стропа, утворена за допомогою затисків і коуша; 1 - канат; 2 - коуш; 3 - затиски
Затиск U-подібний складається з хомутика з гайкою і планки з призматичним прорізом. Він простий у виготовленні і добре кріпить канат. Хомутик ставлять з боку короткого кінця каната. Затиски затягують до тих пір, поки сумарний розмір поперечника стискуваних канатів не складе 0,6 від їх номінальних розмірів. Відстань між затисками 3 та їх число залежать від діаметру каната. В більшості випадків його приймають не менше шести діаметрів з’єднуваного каната. На один вузол має бути встановлені не менше трьох затисків.